(Download promecam press brake machine maintenance)
18 -1 MACHINE MAINTENANCE:
Your press requires a minimum amount of maintenance; maintenance is chiefly limited to draining the hydraulic system.
A) HYDRAULIC SYSTEM – DRAINAGE
The hydraulic system in your press has distributor valves.
- The reliability of these valves depends above all on how clean the oil is.
We would like to remind you of a few basic rules:
- All hydraulic systems are contaminated, even before the system is assembled.
- When operating the system, wear by abrasion generates further contamination.
- The same applies when the system is topped up with new hydraulic fluid assumed to be clean. For this reason, it is advisable not to stop up at short intervals, and not to drain the system too often.
- Well-filtered oil deteriorates quite slowly
- Non-filtered oil increases the amount of pollution and clogs the filters more quickly.
TAKE EXTRA CARE WHEN FILLING. ONLY USE OIL THAT HAS BEEN FILTERED. THIS IS WHAT DETERMINES THE LIFE OF YOUR PRESS BRAKE
DRAINAGE
First drainage: : after 500 hours
Next drainages: : every 1,500 hours
- Make sure that the lower beam is in the bottom position.
- Remove the high-pressure filter element.
- Remove the filling filter element.
- Remove the drain plug and insert a hose in its place.
- Drain tank completely.
FILLING
- Reassemble high-pressure filter (if necessary, change the element).
- Insert drain plug.
- Fill tank with Mobil DTE 25 oil (or any other oil with the exact same characteristics). Refer to the table of machine characteristics to find out how much oil is needed.
- When filling, filter the oil through a filter element of 5 absolute microns.
- Check level, which should be between the minimum and maximum marks on the dipstick.
- Insert filler plug
WARNING: THE PUMP MUST NEVER BE RUN WITHOUT ANY OIL IN IT.
B) TIGHTENING OF PIPES (IF NECESSARY)
The tightening torque applied to the pipe and hose fittings in the factory is sufficient to avoid any risk of them coming loose. Nevertheless, if a leak is detected, we advise you to contact our AfterSales Service before carrying out any operations on your own.
C) PERIOD OIL CHECK
Regularly check the level of the oil (approximately every 200 hours).
NOTE: Technical characteristics of Mobil DTE 25 oil:
- Viscosity 44 Centistokes at 40° C
- Viscosity 4° Engler at 50° C
- Viscosity Index 102
- Pour point -18° C
18 – 2 REAR GAUGE ASSEMBLY MAINTENANCE
- Lubrication:
After dust removal, it is advisable to oil the slides on the rear gauge assembly once a week; to do this, use an oil with a viscosity of 3 to 5 E 500 C, 30/40 Cts. For the ball screw(s), we recommend using Tellus M oil, from Shell.
NOTE: When working under special conditions, such as dusty, harmful or III-adapted environments, it is best to remove all impurities and deposits and to carefully clean the parts before lubricating.
Remember that all maintenance operations must be carried out with the machine turned OFF.
18 – 3 ADJUSTABLE INTERMEDIATE SETS
A· Function:
To allow fine setting of the tool line in order to obtain given conditions for minimum angle of phase differences over the length of the bend.
B – Purpose of adjustment:
The adjustment is made to compensate for the differences in penetration between the punch and the die. It is symbolized by the curve of the intermediate sets.

The various adjustment curves for a given machine have the same general appearance. The values vary in amplitude, according to:
- the type of material, its mechanical characteristics, expressed by its resistance to breaking under traction.
- the length and thickness of the worksheet to be bent (the design of adjustable intermediate sets can be used with all tools in the Amada range).
- the type of work being performed.
OBSERVATION: The intermediate curve on Amada machines is adjusted in relation to mean values, verified by the Amada technician when commissioning is done for the customer.
18
C – Adjustment:
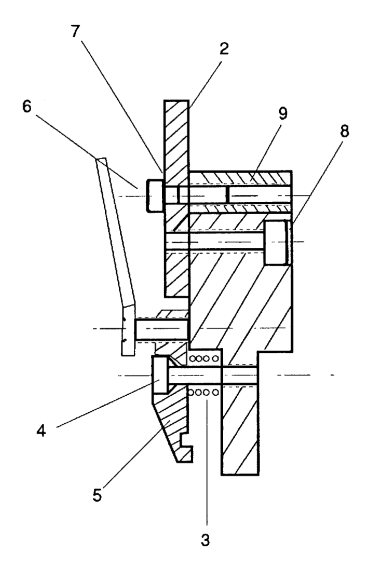
Preparation: on all the intermediate sets making up the tool line (Fig. 18.1):
- Loosen screw (item 6) (6 mm Allen wrench) to free the adjusting corner.
- Slide the corner (item 9) as far down as it will go into the hole, to the right.
- Slightly tighten screw (item 6) I then fully tighten tool spacer by means of the two screws (item 8).(key for six socket screw, 8). Flattening Intermediates:
Use either two identical die + punch lengths, or two special parts to produce the sketch below. These parts will be simultaneously and systematically moved to flatten each pair of intermediates.

Adjust the press to a force of 20 tons.
- Simultaneously flatten the two end intermediate sets, then the next two, and so on. If only one remains in the middle of the press, flatten it with a force of 10 tons.
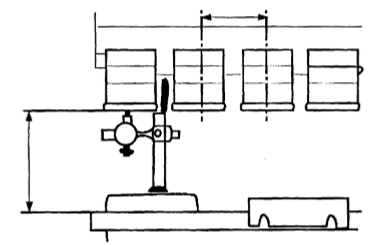
Adjustment of Dimension E on Dial Gauge
- Select the lowest intermediate, i.e. the one have the shortest E distance.
- Block its tightening corner (item 1), by means of screws, 2.
- Place travel dial indicator on lower beam. putting it in the middle of the intermediate set. and set needle on zero.
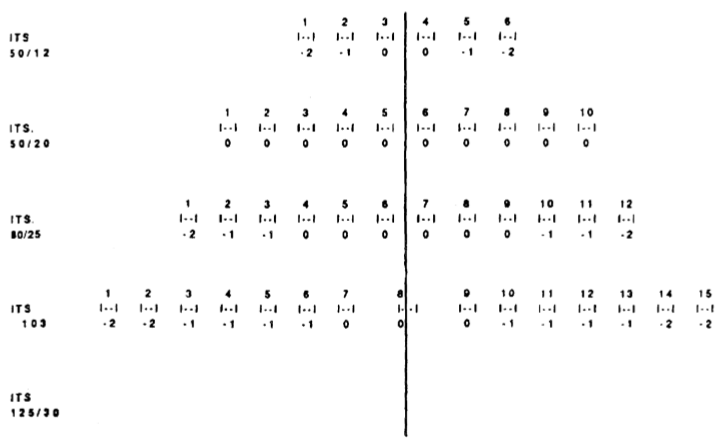
Adjust the following intermediates:
- by observing the values indicated in the curves below, which are mean adjusting values.
- or by customizing the adjustments in relation to the conditions of use and the results aimed at.
BACK TO AMADA PROMECAM HYDRAULIC PRESS BRAKE TECHNICAL MANUAL
Back to 17 – PROGRAMMING Amada Promecam ITS
The End
Download the full Amada Promecam ITS Hydraulic Press Brake 45899 Manual
About Automec, Inc.
If you are having issues with your Press Brake and need a Backgauge Control Upgrade Kit you have come to the right place. Automec is the industry leader in Retrofitting Pressbrakes and Shears.
Our positioning systems consist of a programmable control where the operator enters a dimension and a motorized gauging mechanism automatically moves through a sequence of programmed dimensions. These systems can be retrofitted to press brakes, shears, cut-off saws and punches.
Whether you need a press brake retrofit or a new press brake, contact us at (781) 893-3403 for help.